Fonte: www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Di Mehul C. Raval e Sukumar Madugula Reddy
Inviato: 4 ottobre 2018 Recensito: 29 gennaio 2019 Pubblicato: 15 maggio 2019
DOI: 10.5772/intechopen.84817
Astratto
Il capitolo introdurrà le tecnologie di produzione di celle solari in silicio industriale con il suo stato attuale. Saranno discusse e confrontate le strutture commerciali delle celle solari di tipo p e di tipo n ad alta efficienza in modo che il lettore possa ottenere un vantaggio nelle celle solari industriali. Viene presentata una breve panoramica delle varie fasi del processo, dalla testurizzazione alla metallizzazione serigrafata. I processi di testurizzazione per wafer di silicio monocristallino e multicristallino sono stati rivisti con i processi più recenti. È stata presentata una panoramica dei processi termici di diffusione e deposizione del rivestimento antiriflesso. Il consolidato processo di serigrafia per la metallizzazione delle celle solari viene introdotto con la fase di fast-firing per la sinterizzazione dei contatti. Viene introdotto il test IV delle celle solari con vari parametri per la caratterizzazione delle celle solari. Vengono inoltre discussi gli ultimi sviluppi in vari processi e produzione di apparecchiature insieme alle tendenze future previste.
Parole chiave
silicio
celle solari
produzione
multicristallino
monocristallino
testurizzazione
1. Introduzione
Il fotovoltaico è un'importante fonte di energia rinnovabile che è cresciuta rapidamente da 8 GW nel 2007 a 400 GW nel 2017 [1]. Insieme alla crescente domanda, anche il costo dell'impianto fotovoltaico è sceso in modo significativo da 35,7 $/Wpin 1980 a 0,34 $/Wpin 2017 accelerando la sua adozione [2]. Il silicio (Si), che è un materiale importante nell'industria della microelettronica, è stato anche il materiale sfuso ampiamente utilizzato delle celle solari dagli anni '50 con una quota di mercato di>90% [2]. Il capitolo introdurrà i passaggi tipici per la produzione di celle solari al silicio commerciali. Una breve storia delle celle solari e una panoramica del tipo di substrati di silicio insieme alle diverse architetture delle celle solari saranno introdotte nelle sezioni 2 e 3. Successivamente, le fasi di chimica umida e ad alta temperatura utilizzate nella fabbricazione saranno descritte nelle sezioni 4 e 5. La sezione 6 discuterà il processo di metallizzazione insieme ai parametri di caratterizzazione tipici per le celle solari commerciali. Infine, la tabella di marcia futura e le tendenze previste saranno discusse nella sezione conclusiva.
2. Evoluzione delle celle solari
L'"effetto fotovoltaico" significa letteralmente la generazione di una tensione in seguito all'esposizione alla luce. Il fenomeno fu osservato per la prima volta dal fisico francese Edmund Becquerel su una cella elettrochimica nel 1839, mentre fu osservato dagli scienziati britannici WGAdams e REDay su un dispositivo a stato solido fatto di selenio nel 1876 [3]. Dagli anni '50 in poi, ci sono stati rapidi progressi nelle prestazioni delle celle solari commerciali da<1% a="">23% [2] e il silicio è stato il "cavallo di battaglia" dell'industria fotovoltaica da allora poi. L'evoluzione delle celle solari al silicio è mostrata nella Figura 1.

Figura 1.Evoluzione delle celle solari al silicio. (a) 1941: cella solare riportata con giunzione cresciuta, (b) 1954: cella solare pn giunzione formata con diffusione di drogante, (c) 1970: cella viola con campo di superficie posteriore in alluminio, (d) 1974: cella nera con superficie strutturata chimicamente [3].
Le prime celle solari al silicio dimostrate da Russell Ohl dei Bell Laboratories negli anni '40 erano basate su giunzioni naturali formate dalla segregazione delle impurità durante il processo di ricristallizzazione [3]. Le celle avevano un'efficienza di <1% a="" causa="" della="" mancanza="" di="" controllo="" sulla="" posizione="" della="" giunzione="" e="" sulla="" qualità="" del="" materiale="" di="" silicio.="" la="" nomenclatura="" per="" la="" denominazione="" delle="" regioni="" (tipo="" p:="" lato="" che="" è="" l'illuminazione="" e="" tipo="" n:="" altro="" lato)="" data="" da="" ohl="" è="" stata="" da="" allora="" utilizzata="" per="" le="" convenzioni="" di="" denominazione="" delle="" celle="">
Durante gli anni '50, ci fu un rapido sviluppo nel processo di diffusione ad alta temperatura per i droganti nel silicio. Person, Fuller e Chaplin dei Bell Laboratories hanno dimostrato una cella solare efficiente del 4,5% con drogaggio a base di litio, che è migliorata fino al 6% con la diffusione del boro. La cella solare aveva una struttura "avvolgente" (Figura 1(b)) con entrambi i contatti sul lato posteriore per evitare perdite di ombra, ma ha portato a perdite resistive più elevate a causa della struttura avvolgente. Nel 1960, la struttura cellulare si è evoluta come mostrato inFigura 1(c). Poiché l'applicazione era per le esplorazioni spaziali, è stato utilizzato un substrato ad alta resistività di 10Ω cm per avere la massima resistenza alle radiazioni. Sono stati utilizzati contatti evaporati sotto vuoto su entrambi i lati, mentre un rivestimento in monossido di silicio è stato utilizzato come rivestimento antiriflesso (ARC) sul lato anteriore (FS) [3].
All'inizio degli anni '70 si scoprì che l'alluminio sinterizzato sul lato posteriore migliorava le prestazioni della cella formando un'interfaccia fortemente drogata nota come "campo di superficie posteriore (Al-BSF)" e assorbendo le impurità [3]. L'Al-BSF riduce la ricombinazione dei portatori sul lato posteriore e quindi migliora la tensione e la risposta spettrale a lunghezza d'onda lunga. L'implementazione di dita più fini e ravvicinate ha ridotto i requisiti per il drogaggio della giunzione ed eliminato lo strato morto. Un ARC di biossido di titanio (TiOx) è stato utilizzato e il suo spessore è stato selezionato per ridurre la riflessione per lunghezze d'onda più corte e conferire un aspetto viola alle celle solari. Un ulteriore miglioramento è stato ottenuto testurizzando i wafer usando un attacco anisotropo di (100) wafer per esporre le superfici (111). La testurizzazione ha portato a un migliore intrappolamento della luce e ha conferito alle cellule un aspetto vellutato scuro. L'architettura delle celle migliorata è mostrata inFigura 1(d). Nel 1976, Rittner e Arndt hanno dimostrato celle solari terrestri con efficienze prossime al 17% [3].
La cella solare a emettitore passivato (PESC) ha raggiunto una pietra miliare del 20% di efficienza nel 1984-1986. L'area di contatto metallo/silicio era solo dello 0,3% nelle celle PESC, mentre un ARC a doppio strato di ZnS/MgF2è stato utilizzato in entrambe le strutture cellulari. Nel 1994, sono state dimostrate celle a diffusione locale posteriore passivata (PERL) con un'efficienza del 24% [3]. Rispetto alla cella PESC, la cella PERL aveva piramidi invertite su FS per una migliore intrappolamento della luce e passivazione a base di ossido su entrambi i lati. Lo strato di passivazione dell'ossido sul lato posteriore ha anche migliorato la riflettanza interna della lunghezza d'onda lunga e quindi la risposta dello spettro.
Oltre all'evoluzione delle architetture delle celle solari, c'è stato anche uno sviluppo continuo nel settore della produzione in termini di aumento della produttività, migliori fasi di processo e costi ridotti. Nella sezione successiva viene fornita una breve panoramica della produzione di substrati di silicio e di vari tipi di celle solari.
3. Tecnologie commerciali delle celle solari al silicio
Il silicio è il secondo materiale più abbondante sulla terra dopo l'ossigeno ed è stato ampiamente utilizzato nell'industria dei semiconduttori. Il silicio di grado metallurgico (Mg-Si) di purezza del 98% si ottiene riscaldando quarzo (SiO2) con carbonio ad alte temperature di 1.500-2.000 [4]. Mg-Si viene ulteriormente purificato per ottenere pezzi di silicio di grado solare con purezza del 99,99%. I raffinati pezzi di Si di grado solare vengono quindi ulteriormente lavorati per ottenere forme monocristalline e multicristalline di lingotti di Si, che sono una grande massa di silicio. Nel Si monocristallino, gli atomi sono disposti nello stesso orientamento cristallino in tutto il materiale. Per le celle solari, l'orientamento (100) è preferito in quanto può essere facilmente strutturato per ridurre la riflessione superficiale [5]. Il Si multicristallino, come suggerisce il nome, ha più grani di materiale Si con orientamenti diversi, a differenza dei substrati monocristallini. Il materiale monocristallino ha una maggiore durata del vettore minoritario rispetto al Si multicristallino e quindi maggiori efficienze delle celle solari per una data tecnologia di celle solari.
Il metodo Czochralski (Cz) per realizzare lingotti di Si monocristallino è illustrato nella Figura 2 (a). Il silicio fuso ad alta purezza con drogante viene mantenuto al di sopra del punto di fusione e quindi un seme di cristallo viene tirato a una velocità molto lenta per ottenere un lingotto di 300 mm di diametro e 2 m di lunghezza [6]. Il silicio fuso può essere drogato con droganti di tipo p o di tipo n per ottenere il tipo specifico di lingotto di Si monocristallino fino a 200 kg [2]. I wafer segati dai lingotti hanno bordi circolari e quindi la forma è chiamata "psuedo square". I lingotti di silicio multicristallino sono realizzati fondendo Si di elevata purezza e cristallizzandoli in un grande crogiolo mediante un processo di solidificazione direzionale [7] come dimostrato nella Figura 2 (b). Il processo non ha un orientamento del cristallo di riferimento come il processo Cz e quindi forma materiale di silicio di diversi orientamenti. Attualmente i lingotti di Si multicristallino pesano>800kg [2] che vengono poi tagliati in mattoni e le cialde vengono ulteriormente segate.
La dimensione attuale dei wafer monocristallini e multicristallini per la fabbricazione di celle solari è 6 pollici × 6 pollici. L'area dei wafer monocristallini sarà di poco inferiore a causa della forma pseudo-quadrata. Il materiale di base più ampiamente utilizzato per la fabbricazione di celle solari è substrati di Si di tipo p drogati con boro. I substrati di Si di tipo N vengono utilizzati anche per realizzare celle solari ad alta efficienza, ma presentano ulteriori sfide tecniche come ottenere un drogaggio uniforme lungo il lingotto rispetto ai substrati di tipo p.

Figura 2.Illustrazione di (a) processo Cz per lingotti monocristallini e (b) processo di solidificazione direzionale per lingotti multicristallini.
Un'ampia classificazione dei diversi tipi di celle solari insieme agli intervalli di efficienza è mostrata nella Figura 3. La tecnologia standard del campo di superficie posteriore in alluminio (Al-BSF) è una delle più comuni tecnologie delle celle solari dato il suo processo di produzione relativamente semplice. Si basa sulla deposizione completa di Al sul retro (RS) mediante processo di serigrafia e formazione di ap+BSF che aiuta a respingere gli elettroni dal retro del substrato di tipo p e migliora le prestazioni della cella. Il flusso di produzione per le celle solari Al-BSF è mostrato nella Figura 4. Il design standard delle celle solari commerciali è con FS a griglia e contatti RS a piena area.

Figura 3. Ampia classificazione dei diversi tipi di celle solari.

Figura 4. Flusso di produzione di celle solari Al-BSF.
La cella solare a contatto posteriore passivato dell'emettitore (PERC) migliora l'architettura Al-BSF aggiungendo uno strato di passivazione sul lato posteriore per migliorare la passivazione sul lato posteriore e la riflessione interna. L'ossido di alluminio è un materiale adatto per la passivazione RS con efficienze medie delle celle solari prossime al 21% ottenute in produzione [8]. Una linea di celle solari Al-BSF esistente può essere aggiornata al processo PERC con due strumenti aggiuntivi (deposizione dello strato di passivazione RS e laser per l'apertura del contatto localizzata sulla RS).
Le restanti tre architetture di celle sono principalmente tecnologie a maggiore efficienza basate su substrati di Si di tipo n. La cella solare a-Si eterogiunzione ha strati a-Si su FS e RS del substrato Si di tipo n per formare "eterogiunzioni" a differenza della giunzione pn convenzionale basata sulla diffusione ad alta temperatura. Tale tecnologia consente lavorazioni a temperature inferiori, ma è molto sensibile alla qualità delle interfacce superficiali. La cella solare a eterogiunzione basata su a-Si è stata prodotta commercialmente da Sanyo Electric, che ora è rilevata da Panasonic [9]. Nel design della cella solare con contatto posteriore interdigitato (IBC), entrambi i contatti sono presenti sul lato posteriore eliminando le perdite di ombreggiatura dei contatti FS. Tipicamente per le celle solari IBC, la giunzione si troverà anche sul lato posteriore. Uno dei primi produttori di celle solari IBC di tipo n ad alta efficienza è SunPower Corporation [10]. Le celle bifacciali, come suggerisce il nome, possono catturare la luce da entrambi i lati delle celle solari. Ciò comporta che anche il lato posteriore abbia contatti a griglia per consentire la raccolta della luce. Un esempio della tecnologia bifacciale è la cella solare BiSON sviluppata e commercializzata da ISC, Konstanz [11]. Va notato che la classificazione indicata non è un elenco esaustivo di vari altri tipi di architetture di celle solari che sono in fase R&D, prossime alla commercializzazione o già in produzione. Le sezioni successive forniranno una panoramica delle fasi del processo per la produzione di celle solari Al-BSF.
4. Processi di chimica umida per la fabbricazione di celle solari
Il trattamento a base di chimica umida è un passo importante nella lavorazione delle celle solari per la rimozione dei danni alla sega (SDR) per i wafer as-cut, la testurizzazione della superficie per aumentare l'assorbimento della radiazione solare in entrata e l'isolamento dei bordi dopo il processo di diffusione. Come discusso nella sezione precedente, ci sono principalmente wafer di silicio monocristallino e multicristallino utilizzati per la fabbricazione di celle solari. La lavorazione basata sulla chimica umida per i rispettivi tipi di wafer sarà discussa in precedenza.
4.1 Testurizzazione di wafer di silicio monocristallino
Come indicato nella Sezione 2, lo sviluppo delle celle solari è iniziato principalmente con wafer monocristallini e quindi ha impiegato metodi consolidati nel dominio della microelettronica. L'attacco anisotropo alcalino a base di KOH/NaOH viene utilizzato per la testurizzazione piramidale di wafer monocristallini. Un wafer monocristallino tagliato ha una riflettanza media ponderata di>30% (su una lunghezza d'onda di 300–1200 nm) che si riduce all'11–12% dopo il processo di testurizzazione. La morfologia tipica di una superficie testurizzata alcalina è mostrata nella Figura 5. La soluzione di attacco anisotropo incide la superficie (100) dei wafer per esporre le facce (111) che hanno una maggiore densità di atomi di silicio e quindi una velocità di incisione più lenta rispetto al ( 100) volti. Ciò si traduce nella formazione di strutture piramidali casuali che formano un angolo di 54,7° rispetto alla superficie del wafer.

Figura 5. Morfologia superficiale tipica di un wafer monocristallino testurizzato alcalino.
I parametri tipici per il processo di testurizzazione alcalina sono riportati nella Tabella 1. Va notato che i valori dei vari parametri sono indicativi e non devono essere considerati assoluti in quanto vi sono una varietà di produttori di additivi sul mercato. L'alcol isopropilico (IPA) è stato inizialmente utilizzato come additivo nella soluzione di testurizzazione, che non è coinvolto nella reazione di incisione, ma agisce come agente bagnante per migliorare l'omogeneità del processo di testurizzazione impedendo alle bolle di H2 (generate durante la reazione) di aderire la superficie del silicio [12]. Tuttavia, entro il 2010, l'IPA è stato gradualmente sostituito con additivi alternativi a causa di inconvenienti come concentrazione instabile poiché la temperatura del bagno è vicina al punto di ebollizione dell'IPA (82,4°C), costi elevati, consumo elevato, rischi per la salute ed esplosività [12]. Molti gruppi hanno pubblicato lavori di sviluppo per sostituire l'IPA con additivi alternativi per superare gli svantaggi dell'IPA, aumentare la finestra di processo e ridurre la riflettanza superficiale [12,13,14,15,16]. Gli additivi riducono anche il tempo di lavorazione a<10 minuti="" e="" aumentano="" la="" durata="" del="" bagno="" a="">100 corse.
Processi
KOH/IPA
KOH/additivo
KOH (%) | 3 | <> |
IPA (%) | 6 | — |
Additivo (%) | — | <> |
Temperatura di processo [°C] | & gt;80 | 70–100 |
Dimensione della piramide [μm] | 5–12 | 2–7 |
Tempo di elaborazione [min] | 30–40 | 5–10 |
Contenuto organico [% in peso] | 4–10 | <> |
Punto di ebollizione [°C] | 83 | & gt;100 |
Durata del bagno | <> | & gt;100 |
Tabella 1.Parametri di processo per testurizzazione alcalina a base di IPA e additiva di wafer monocristallini.
Il processo di testurizzazione dei wafer monocristallini viene tipicamente eseguito in un "batch", il che implica che i wafer siano caricati in un supporto con fessure per contenere i wafer (100 fessure in un supporto) e quindi il batch viene elaborato in sequenza in bagni per testurizzazione, pulizia, fasi di trattamento per rimuovere i residui organici e la contaminazione da metalli e l'essiccazione dei wafer lavorati. I supporti sono tipicamente rivestiti con PVDF che ha un'ottima resistenza a vari prodotti chimici, all'abrasione e all'usura meccanica. Il vettore tipico per la manipolazione di wafer monocristallini è mostrato nella Figura 6. Lo strumento di testurizzazione batch dispone di bagni dedicati per ogni fase con serbatoi di dosaggio per i prodotti chimici utilizzati nel bagno. Lo strumento elabora più supporti contemporaneamente e può raggiungere una produttività di>6.000 wafer/h con l'elaborazione di quattro supporti contemporaneamente.

Figura 6.Supporti per il caricamento dei wafer nello strumento batch. Fonte: RCT Solutions GmbH.
4.2 Testurizzazione di wafer di silicio multicristallino
I wafer multicristallini offrono un vantaggio in termini di costi rispetto ai wafer monocristallini e quindi sono stati adottati più ampiamente. Tuttavia, la chimica alcalina utilizzata per la testurizzazione dei wafer monocristallini non funziona bene per i wafer multicristallini a causa della presenza di diversi orientamenti dei grani. Una chimica acida alternativa basata su HF e HNO3 è stata sviluppata per rimuovere il danno alla sega e strutturare simultaneamente i wafer multicristallini [17,18]. La testurizzazione a base di soluzioni acide opera a temperature inferiori alla temperatura ambiente e quindi porta a una ridotta emissione di gas di reazione, poca generazione di calore, maggiore stabilità della soluzione di incisione e migliore controllo della velocità di incisione [18]. Un confronto tra il processo di testurizzazione alcalina e il processo di testurizzazione acida per wafer multicristallini è mostrato nella Figura 7.

Figura 7. Confronto tra testurizzazione alcalina e acida per wafer multicristallini. Per confronto sono mostrate anche le curve di riflettanza dopo la deposizione di SiNx:H [17].
Il processo di testurizzazione acida del wafer multicristallino può essere eseguito in tempi significativamente ridotti rispetto al processo di testurizzazione alcalino e quindi può essere implementato in una configurazione "in linea" in cui i wafer vengono fatti passare attraverso rulli immersi nel bagno di incisione. Un'immagine rappresentativa di un processo in linea insieme al tipico processo di testurizzazione acida è mostrata nella Figura 8. Per una configurazione a cinque corsie, lo strumento in linea può avere una produttività fino a 4.000 wafer/h. È importante notare che la superficie del wafer rivolta verso il basso nella soluzione di incisione è strutturata meglio del lato superiore ed è il "lato soleggiato" per l'ulteriore elaborazione. Il processo di testurizzazione acida porta alla formazione di silicio poroso sulla superficie testurizzata che assorbe la luce e aumenta anche la ricombinazione superficiale [18]. Quindi il silicio poroso viene rimosso utilizzando una soluzione alcalina diluita. Successivamente, viene eseguita una pulizia acida (HF+HCl) per rimuovere ossidi e contaminazione metallica dalle superfici dei wafer.

Figura 8. (a) Processo in linea rappresentativo con cinque corsie e (b) flusso del processo di testurizzazione acida per wafer multicristallini.
È importante notare che il processo di testurizzazione acido discusso sopra è adatto per i wafer multicristallini segati a filo in sospensione (SWS). Negli ultimi anni, il processo di segatura a filo diamantato (DWS) ha sostituito il taglio con filo di sospensione a causa di vantaggi economici e di processo [19]. Il danno alla sega dei wafer multicristallini SWS è maggiore rispetto ai wafer DWS, che hanno profonde scanalature diritte e una superficie molto più liscia rispetto ai wafer segati con filo di sospensione [19]. Il danno da sega per i wafer SWS gioca un ruolo importante per l'avvio del processo di testurizzazione, che non si verifica per i wafer DWS.
Vari metodi sono stati proposti per strutturare wafer multicristallini DWS e sono riassunti nella Tabella 2[20]. Regolando i vari metodi, si può ottenere una riflettanza prossima allo 0% e quindi il termine "silicio nero" è stato utilizzato per il processo di testurizzazione dei wafer multicristallini DWS. RIE è stato il primo metodo per produrre silicio nero e utilizza esafluoruro di zolfo (SF6) per reagire con Si e gas come Cl2 e O2 per passivare e limitare la reazione [20]. Recentemente, celle solari commerciali multi PERC con efficienza media del 21,3% sono state dimostrate con un processo di testurizzazione basato su RIE [21]. Tuttavia, poiché RIE è un processo basato sul vuoto, la produttività è bassa rispetto a un tipico processo in linea e sono necessarie anche ulteriori pre-elaborazione e post-elaborazione per rimuovere rispettivamente il danno alla sega e il danno dovuto al bombardamento ionico. Una variante del metodo RIE che non richiede vuoto o plasma è stata implementata in uno strumento commerciale [22].
Metodo
Reagenti
Maschera
Catalizzatore
Riflettanza minima (%)
Attacco con ioni reattivi (RIE) | SF6/O2, SF6/Cl2/O2, SF6/O2/CH4 | Nessuna | Nessuna | 4.0 |
Impianto ionico per immersione al plasma (PIII) | SF6/O2 | Nessuna | Nessuna | 1.8 |
Irradiazione laser | CCl4, C2Cl3F3, SF6, Cl2, N2, aria | Nessuna | Nessuna | 2.5 |
Incisione al plasma | SF6 | Nano particelle di Ag | Nessuna | 4.2 |
Incisione chimica assistita da metallo (MACE) | AgNO3/HF/HNO3 | Nessuna | Ag, Au | 0.3 |
Incisione elettrochimica | HF, EtOH, H2O | Nessuna | Nessuna | & lt;5.0 |
Tabella 2. Vari metodi per la testurizzazione di wafer multicristallini segati con filo diamantato [20].
Uno degli approcci per la testurizzazione dei wafer multicristallini DWS è l'aggiornamento della chimica esistente basata sulla testurizzazione acida con additivi [23,24,25]. Tale approccio può potenzialmente avere un CoO inferiore rispetto all'approccio basato su MACE [23]. È stato dimostrato che la riflettanza di un tale approccio basato sull'additivo è simile alla soluzione di isotesturizzazione convenzionale con un'efficienza della cella solare del 18,7% per la struttura a base di Al-BSF [24].
La testurizzazione a base di MACE è simile al metodo di attacco acido convenzionale con una fase aggiuntiva di deposizione catalitica del metallo. Il flusso del processo è costituito da SDR, deposizione di metallo catalizzatore, attacco chimico e post-trattamento. Sono state ottenute efficienze del 19,2% per celle commerciali multi Al-BSF utilizzando il processo di testurizzazione MACE di tipo batch [26]. È stato dimostrato che lo strumento commerciale in linea basato su MACE ha la possibilità di regolare la riflettanza nell'intervallo del 12-23% e ottenere un'efficienza media per la struttura Al-BSF e PERC rispettivamente del 18,8 e del 20,2% [27]. Immagini rappresentative della superficie strutturata basata sul processo MACE sono mostrate nella Figura 9. Il costo di proprietà (CoO) del processo MACE in linea è potenzialmente inferiore rispetto al processo MACE basato su batch con lo scopo di ridurlo ulteriormente riciclando Ag dal bagno di testurizzazione [27].

Figura 9.MACE multi wafer testurizzati DWS, (a) superficie con Ravg=12% e (b) superficie con Ravg=22% [27].
4.3 Isolamento dei bordi basato sulla chimica umida
La regione dell'emettitore in una cella solare è fabbricata mediante un processo di diffusione ad alta temperatura (da discutere nelle sezioni successive). Durante il processo di diffusione, il vetro di silicato di fosforo (PSG) viene depositato sul wafer che dovrebbe essere rimosso prima della deposizione dello strato ARC. Come illustrato in Figura 10, dopo la fase di diffusione, la regione di tipo n è presente anche sui bordi e sul lato posteriore del wafer. Lo strato di tipo n sui bordi e sul lato posteriore cortocircuiterà l'emettitore con il substrato di base e quindi è importante incidere queste regioni e isolare l'emettitore sul FS dal substrato di base come illustrato nella Figura 10 (c).

Figura 10.Elaborazione del wafer di silicio dopo la diffusione e l'isolamento dei bordi (a) Wafer di silicio testurizzato, (b) Wafer di silicio diffuso, (c) Wafer di silicio diffuso dopo l'isolamento dei bordi.
Il processo di isolamento dei bordi può essere eseguito in linea simile al processo di testurizzazione discusso nella sezione precedente. L'eccezione in questo caso è che la sostanza chimica dovrebbe incidere solo il lato posteriore e i bordi senza interagire con il FS. Un'immagine rappresentativa del processo di isolamento del bordo è mostrata nella Figura 11. È importante notare che i rulli sono presenti solo sul lato inferiore per evitare qualsiasi contatto della soluzione di incisione con il lato anteriore. I passaggi successivi dopo l'incisione RS sono simili a quelli della macchina di testurizzazione in linea.

Figura 11.Immagine rappresentativa della cella solare in un bagno di isolamento dei bordi in linea.
5. Processi termici per la fabbricazione di celle solari
I processi ad alta temperatura costituiscono una parte vitale della fabbricazione delle celle solari. Esempi di tali processi sono la formazione della giunzione pn per diffusione, la cottura di contatti serigrafati, l'attivazione di strati di passivazione superficiale o difetti indotti dal processo di ricottura. La sezione illustra la fisica di base del processo di diffusione dell'emettitore e la deposizione chimica in fase vapore potenziata al plasma (PECVD).
5.1 Diffusione dell'emettitore
La diffusione dell'emettitore è uno dei passaggi termici cruciali nella fabbricazione di celle solari industriali. L'emettitore di tipo n delle celle solari in silicio cristallino di tipo p è formato dalla diffusione del fosforo (P). Nel processo di diffusione, i wafer di Si vengono inviati in una fornace ed esposti a 800-900°C a cloruro di fosforile (POCl3) e O2 che provoca la deposizione di PSG sulle superfici dei wafer di Si. Questo passaggio è chiamato pre-deposizione, in cui il PSG [28] agisce come una fonte di droganti di fosforo (P) per diffondere nel wafer di Si. Il passaggio successivo è il drive-in, in cui l'alimentazione dei gas droganti viene scollegata e il P dallo strato PSG si diffonde ulteriormente nel wafer di Si. Hannes et. [29] illustra che per la fattibilità ottimale del processo per le applicazioni fotovoltaiche, devono essere considerati tre diversi effetti. In primo luogo, l'in-diffusione di P dal PSG e la sua presenza in stati elettricamente attivi e inattivi nel wafer di Si, che aumenta la ricombinazione Shockley-Read-Hall (SRH). In secondo luogo, il gettering di impurezze nello strato di Si verso lo strato di PSG. Infine, la formazione del contatto metallico con l'emettitore di Si drogato con P estrae la potenza generata.
Il processo di diffusione è quantificato dalla resistenza del foglio che dipende dalla profondità della giunzione pn e dal profilo di concentrazione di P. La resistenza del foglio ha unità di Ω/cm (comunemente misurata come Ω/□) e viene misurata utilizzando un sistema di sonde a quattro punti. La definizione di resistenza del foglio è illustrata nell'Eq. (1).
dove R=resistenza di una sezione rettangolare (Ω);ρ=resistività (Ω cm);l=lunghezza della sezione rettangolare (cm);A=area della sezione rettangolare (cm2);W=larghezza della sezione rettangolare (cm );D=profondità della sezione rettangolare (cm) eρfoglio=resistenza per data profondità (D) quando l=W (Ω/□).
I precedenti valori di resistenza del foglio emettitore erano 30–60 Ω/□ con profondità di giunzione pn di> 400 nm e un'elevata concentrazione superficiale di P. Con i miglioramenti nella pasta a contatto con argento (Ag) sul lato anteriore, la resistenza del foglio emettitore è ora compresa tra 90 e 110 Ω/□ con una profondità di giunzione di circa 300 nm e una concentrazione superficiale di P inferiore. Il passaggio a una maggiore resistenza del foglio consente di catturare più luce nello spettro UV e blu, riducendo anche la ricombinazione superficiale per migliorare la Voc. Da notare che il processo di diffusione avviene sulla FS (direttamente esposta ai gas) e anche sui bordi e RS. Se il processo di isolamento dei bordi non viene eseguito (come discusso nella Sezione 4.3), l'emettitore verrà cortocircuitato con il substrato.
La Figura 12 mostra il processo di diffusione di POCl3 in un sistema chiuso a tubi di quarzo. POCl3 è una sorgente liquida fornita al tubo di processo facendolo gorgogliare con un gas di trasporto N2. Mescolando
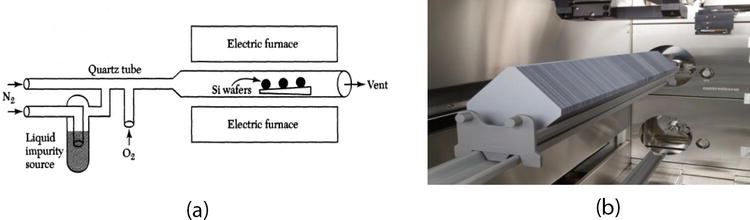
Figura 12.(a) Rappresentazione schematica del processo di diffusione di tipo batch e (b) immagine rappresentativa di un'apparecchiatura di diffusione di tipo batch. Fonte: centrotherm GmbH.
Alla superficie del Si,
Il cloro che è un sottoprodotto durante la pre-deposizione pulisce i wafer e il tubo di quarzo formando complessi con i metalli. PSG viene utilizzato come fonte per guidare gli atomi di P nella superficie di Si. Durante il processo di drive-in, POCl3 viene spento e viene aggiunto solo O2 per formare un sottile strato di ossido sotto il PSG per migliorare la diffusione degli atomi di P nella superficie del Si.
All'interno del tubo di diffusione sono presenti cinque zone di riscaldamento come illustrato nella Figura 13. Le zone sono:
Zona di caricamento (LZ): area da cui i wafer vengono caricati nel tubo.
Zona di carico centrale (CLZ): area tra la zona di carico e la zona centrale.
Zona centrale (CZ): area centrale del tubo.
Zona centrale del gas (CGZ): area tra la zona centrale e la zona del gas.
Zona di gas (GZ): area da cui i gas escono attraverso lo scarico.

Figura 13.Zone di riscaldamento all'interno del tubo di diffusione.
Tipicamente le temperature di ciascuna zona di riscaldamento vengono regolate per ottenere la stessa resistenza del foglio emettitore per tutti i wafer attraverso la barca.
L'ambiente del processo di diffusione dovrebbe essere molto pulito e quindi per i tubi viene utilizzato materiale al quarzo. Anche la pulizia dei tubi e la manutenzione dell'area di carico influiscono sui risultati del processo. Poiché nella diffusione in fase gassosa non vi sono residui nel tubo, si ottiene un processo più pulito. Con un carico di metà passo nelle condizioni di bassa pressione (LP) [31], è possibile aumentare la produttività. Comunemente vengono caricati 1.000 wafer in un singolo tubo e con cinque tubi di diffusione in un sistema di diffusione di tipo batch, è possibile ottenere un rendimento fino a 3.800 wafer/h per la produzione di celle solari.
Nella produzione commerciale è stato utilizzato anche un sistema di diffusione in linea in cui i wafer vengono trasportati su un nastro con acido fosforico come fonte di droganti P [32]. Tuttavia, rispetto al processo in linea, il processo batch è più pulito, efficace ed efficiente. Per le celle solari di tipo n o concetti avanzati di celle solari come PERT, la diffusione batch di tipo p si basa su fonti di droganti di boro (B) come il tribromuro di boro (BBr3) [33,34].
5.2 Deposizione del rivestimento antiriflesso (ARC)
Una superficie nuda di Si riflette>30% della luce incidente. Come discusso nella Sezione 4, il processo di texturizzazione migliora la cattura della luce. È desiderabile ridurre ulteriormente la riflettanza che si ottiene depositando uno strato ARC. TiOx è stato uno dei primi materiali ad essere utilizzato come strato ARC per le celle solari, tuttavia poiché non è stato in grado di fornire un'adeguata passivazione superficiale è stato infine sostituito da SiNx:H [37]. L'ossido di silicio cresciuto termicamente (SiO2) è stato anche impiegato come materiale passivante nelle celle a diffusione locale posteriore dell'emettitore passivato (PERL) da record [37]. L'elevato budget termico e il lungo tempo di processo hanno reso la passivazione a base di SiO2 inadatta alla produzione di massa di celle solari [37]. Una rassegna completa di vari materiali ARC e passivanti per applicazioni di celle solari è discussa in [37].
Il processo di deposizione chimica da vapore potenziato al plasma (PECVD) è adatto per depositare uno strato ARC di SiNx:H che non solo riduce la riflessione, ma passiva anche l'emettitore di tipo n frontale e la massa migliorando così l'efficienza della cella solare [36, 37]. Uno schema di un sistema PECVD di tipo batch è mostrato nella Figura 14. I wafer vengono caricati in una barca di grafite con i lati frontali uno di fronte all'altro. Un plasma RF a base di gas di processo ammoniaca (NH3) e silano (SiH4) operante a una temperatura di 400–450 °C deposita lo strato SiNx:H idrogenato come perEq. (4)[35]. L'idrogeno incorporato nel film SiNx:H si diffonde nella massa durante la fase di cottura (discussa nella prossima sezione) e passiva i legami penzolanti per migliorare le prestazioni della cella solare [36,37].

Figura 14. (a) Diagramma schematico del processo PECVD di tipo batch per la deposizione di SiNx:H e (b) barca di grafite per il caricamento di wafer di Si nel forno PECVD.
L'indice di rifrazione (RI) del film SiNx:H è controllato dal rapporto di SiH4/NH3gas, mentre lo spessore dipende dalla durata della deposizione. L'ARC basato su SiNx:H può ridurre al minimo la riflessione per una singola lunghezza d'onda e lo spessore della lunghezza d'onda è dato da [38],
dovet=spessore dello strato SiNx:H ARC,λ0=lunghezza d'onda della luce in ingresso en1=indice di rifrazione dello strato SiNx:H.
Sulla base della relazione, l'ARC è anche chiamato "ARC a quarto d'onda". Per le celle solari, l'IR e lo spessore sono selezionati per ridurre al minimo la riflessione a una lunghezza d'onda di 600 nm in quanto è il picco dello spettro solare. Lo spessore e l'IR dell'ARC sono selezionati per essere la media geometrica dei materiali su entrambi i lati, ovvero vetro/aria e Si. Lo spessore tipico del SiNx:H ARC è di 80–85 nm con RI di 2,0–2,1 che conferisce alla cella solare un colore dal blu al blu violaceo. Un'immagine rappresentativa della cella solare multicristallina testurizzata depositata con SiNx: H è mostrata nella Figura 15 (a), mentre la variazione del colore SiNx: H in base al suo spessore è mostrata nella Figura 15 (b). È importante notare che esiste una dipendenza dalla struttura della superficie e dal colore dell'ARC per determinati parametri di deposizione. Esiste una varietà di moduli solari in cui il colore delle celle solari è più scuro a differenza del tipico colore blu. Una tipica fase di deposizione ARC in una linea di produzione di celle solari è costituita da due sistemi PECVD, ciascuno con quattro tubi e un rendimento fino a 3.500 wafer/h.

Figura 15. (a) Immagine rappresentativa della cella solare multicristallina rivestita di SiNx: H, (b) variazione dello strato di SiNx: H in base al suo spessore.
SiNx:H non è adatto per la passivazione del Si di tipo p e quindi dielettrici come Al2O3 sono utilizzati per la passivazione RS per l'architettura delle celle come le celle PERC [8] o per gli emettitori di tipo p nelle celle solari di tipo n. Per le celle solari PERC, lo strato passivante Al2O3 è ricoperto da un SiNx:H per proteggerlo dalla pasta di Al durante il processo di cottura e funge anche da riflettore interno per la luce a lunghezza d'onda lunga. Sono disponibili sistemi commerciali basati su PECVD e deposizione di strati atomici (ALD) per depositare Al2O3 con un throughput fino a 4.800 wafer/h [39].
6. Metallizzazione e caratterizzazione delle celle solari
6.1 Metallizzazione serigrafica
L'ultima fase di elaborazione per la fabbricazione delle celle solari è la metallizzazione FS e RS per estrarre la potenza con perdite resistive minime. Ag è un buon materiale di contatto per l'emettitore di tipo n, mentre Al fa un ottimo contatto con il substrato di tipo p. Una combinazione di pasta Ag/Al viene utilizzata per stampare i tamponi sulla RS per facilitare l'interconnessione delle celle solari in un modulo. La serigrafia è un processo semplice, veloce e in continua evoluzione per la metallizzazione delle celle solari.
Una rappresentazione schematica del processo di serigrafia è mostrata nella Figura 16. Gli schermi hanno una rete in acciaio inossidabile rivestita di emulsione con aperture secondo il modello di metallizzazione desiderato, come illustrato nella Figura 17 (a). La pasta metallica viene stesa sullo schermo tramite il flusso e il movimento del tergipavimento che deposita la pasta sulla cella solare in base allo schema dello schermo. Lo snap-off è la distanza tra lo schermo e la cella solare. La pressione della racla e la distanza di distacco sono i parametri critici che determinano la stesura della pasta e la geometria delle dita Ag FS.

Figura 16.Illustrazione del processo di serigrafia per la metallizzazione delle celle solari.

Figura 17. (a) Schermo di emulsione a rete con apertura per le dita per la stampa FS Ag [40] e (b) modello di metallizzazione FS rappresentativo.
La pasta tipica per i pad in Ag/Al RS, RS Al e FS Ag sono 35–45 mg, 1,1-1,4 g e 100–120 mg, rispettivamente per una cella solare multicristallina Al-BSF da 6 pollici. Un pattern di metallizzazione Ag FS illustrativo è mostrato nella Figura 17 (b). L'apertura del dito in Ag si è ridotta a meno di 30μm, mentre l'applicazione di 5 bus-bar è sempre più adottata. Con tale parametro di schermatura e una buona stesura della pasta, si dovrebbe ottenere un FF consistente di>80% per le celle solari Al-BSF con una perdita di ombreggiatura ottica di<>
6.2 Essiccazione e cottura rapida delle paste di metallizzazione
Le paste di metallizzazione sono costituite da polvere metallica, solventi e leganti organici. Nel caso della pasta FS Ag, la pasta contiene anche fritta di vetro mentre incide lo strato SiNx:H ed entra in contatto con l'emettitore di tipo n [41]. Le paste metalliche vengono essiccate dopo la stampa e infine inviate in un forno a cottura rapida per la sinterizzazione e formano il contatto RS Al-BSF e FS Ag. Un esempio di tale forno a cottura rapida con il profilo di temperatura è mostrato nella Figura 18. Il processo di sinterizzazione a dita di FS Ag è illustrato nella Figura 19. Quando la cella solare passa attraverso il forno a cottura rapida, i leganti organici vengono bruciati, seguiti dalla fusione della fritta di vetro e infine formazione di cristalliti di Ag a contatto con l'emettitore di tipo n. Il profilo di sparo deve essere regolato in base ai tipi specifici di paste di metallizzazione e al profilo di diffusione dell'emettitore. Ad esempio, la temperatura di picco di accensione potrebbe essere bassa per non formare un buon contatto ohmico sul FS, mentre una temperatura troppo elevata può portare alla diffusione di Ag attraverso la giunzione e allo shunt della giunzione pn. L'immagine di una cella solare Al-BSF multicristallina completa è mostrata nella Figura 20.

Figura 18.(a) Esempio di un forno di cottura per la sinterizzazione di contatti metallici e (b) profilo illustrativo della temperatura di un forno di cottura. Fonte: centrotherm GmbH.

Figura 19.Illustrazione del processo di cottura. (a) bruciatura dei leganti organici, (b) fusione della fritta di vetro che attacca il SiNx:H e (c) formazione di cristallite di Ag all'interfaccia dell'emettitore.

Figura 20.(a) FS di una cella solare completa e (b) RS di una cella solare completa.
6.3 Metallizzazione frontale basata su placcatura
Il costo di vari fattori nella lavorazione delle celle solari è diminuito nel corso degli anni, mentre il contributo dell'Ag frontale è ancora il più significativo [42]. Una quantità significativa di lavoro è stata svolta per sostituire l'Ag con un metallo alternativo come il rame (Cu) che ha un valore di conduttività molto vicino a quello dell'Ag e offre anche un potenziale vantaggio di costo significativo [43,44]. Il Cu ha un'elevata diffusività e solubilità in Si e quindi uno strato barriera come il nichel (Ni) viene depositato su Si prima della placcatura con Cu [42]. La placcatura indotta dalla luce (LIP) che deriva dalla placcatura convenzionale utilizza l'effetto fotovoltaico della luce per placcare il metallo desiderato e presenta molti vantaggi rispetto alla placcatura convenzionale [43,44].
La metallizzazione del lato anteriore a base di Ni-Cu richiede un ulteriore passaggio di modellazione ARC sul lato anteriore a differenza della metallizzazione a base di pasta Ag e nella maggior parte dei casi anche un passaggio aggiuntivo di sinterizzazione del Ni per ridurre la resistenza di contatto e avere una buona adesione della pila metallica [42 ]. Le celle solari commerciali mc-Si tagliate DWS basate su uno stack placcato Ni-Cu-Ag sono state dimostrate con una larghezza del dito di 22 μm, un rapporto di aspetto vicino a 0,5 e un'efficienza simile a quella delle celle solari a base di Ag serigrafate di riferimento [45 ].
Il continuo miglioramento delle paste Ag FS insieme alla semplicità, all'affidabilità e all'elevata produttività del processo di serigrafia ha reso difficile per la metallizzazione a base di Ni-Cu competere con la metallizzazione a base di Ag FS. Tuttavia, i concetti di alta efficienza delle celle solari come le celle solari a eterogiunzione bifacciale, in cui il Cu può essere placcato direttamente sull'ossido conduttore trasparente, il processo di placcatura è semplificato e richiede un solo strumento [39]. Allo stesso modo, i concetti ad alta efficienza che richiedono una quantità ridotta di metallo possono ottenere lo stesso utilizzando la metallizzazione a base di placcatura [42,46].
6.4 IV test e caratterizzazione delle celle solari
La fase finale è il test IV delle celle solari complete secondo le condizioni di prova standard (STC), ovvero AM 1,5 G, 1000 W/m2 con un simulatore solare di classe AAA. Un esempio di sondaggio FS della cella solare è mostrato nella Figura 21. I parametri tipici ottenuti dal tester IV sono indicati nella Tabella 3. I tester IV hanno molti parametri di caratterizzazione che possono essere utili per la diagnosi dei difetti delle celle solari. L'elettroluminescenza rappresentativa (EL) e l'immagine termica IR di una cella solare con alcuni difetti sono mostrate nelle Figure 22 (a) - (c). Un'immagine EL di una buona cella solare con intensità uniforme è mostrata in Figura 22 (a), mentre per una cella solare in cui le dita FS non sono stampate in modo uniforme, è possibile vedere un contrasto più scuro in Figura 22 (b). Figura 22 (c ) mostra un'immagine termica IR di una cella solare con uno shunt localizzato che si è formato durante una delle fasi di elaborazione. Alla fine, le celle solari vengono ordinate in diversi contenitori di efficienza in base alla classificazione selezionata.

Figura 21. Misura IV Sondaggio FS per la caratterizzazione delle celle solari.
Parametro
Commenti
Voc(V) | Le buone celle solari mc-Si Al-BSF hanno un valore di>0.635V |
Isc(A) | Buone celle solari mc-Si Al-BSF hanno un valore di>9.0 A |
FF (%) | Buone celle solari mc-Si Al-BSF hanno un valore di>80% |
Efficienza (%) | Buone celle solari mc-Si Al-BSF hanno un valore di>18,6% |
Vmpp(V) | Tensione corrispondente al punto di massima potenza |
Impp(A) | Corrente corrispondente al punto di massima potenza |
Rs(Ω) | Buone celle solari mc-Si Al-BSF hanno un valore di<1.5> |
Rsh(Ω) | Le buone celle solari mc-Si Al-BSF hanno un valore di>100Ω |
Irev(A) | La corrente inversa a una tensione di -12V dovrebbe essere<0,5 a="" per="" buone="" celle=""> |
Resistenza FS BB-BB (Ω) | Resistenza misurata tra i BB sul FS |
Resistenza RS BB-BB (Ω) | Resistenza misurata tra i BB sulla RS |
Tabella 3.Parametri per la caratterizzazione di una cella solare ottenuta dalla misura IV.

Figura 22. (a) immagine EL di una buona cella solare, (b) immagine EL di una cella solare con non uniformità nell'impronta digitale Ag e (c) immagine termica IR di una cella solare che indica la presenza di shunt localizzati.
7. Tendenze future
DWS è diventato lo standard per i wafer monocristallini, mentre si prevede che avrà una quota di mercato di>80% entro il 2022 per i wafer multicristallini [2]. Si prevede che SWS per wafer multicristallini verrà gradualmente eliminato entro tale data. Con DWS, anche la perdita di taglio diventerebbe<80μm entro="" il="" 2022,="" il="" che="" a="" sua="" volta="" ridurrebbe="" il="" consumo="" di="" poli-si="" per="" wafer="" al="" di="" sotto="" di="" 15="" g.="" si="" prevede="" che="" il="" design="" 3bb="" per="" i="" contatti="" frontali="" verrà="" gradualmente="" eliminato="" entro="" il="" 2020="" con="" una="" quota="" del="" 50%="" per="" il="" design="" 5bb.="" con="" i="" continui="" miglioramenti="" nelle="" paste="" e="" negli="" schermi="" ag,="" si="" prevede="" che="" la="" larghezza="" del="" dito="" fs="" si="" ridurrà="" a="" 30="" μm="" entro="" il="" 2022.="" gli="" strumenti="" per="" il="" trattamento="" chimico="" umido="" hanno="" superato="" la="" produttività="" di="" 8.000="" wafer/h="" nel="" 2018="" e="" raggiungeranno="" i="" 9.000="" wafer/h="" entro="" il="" 2020.="" hanno="" raggiunto="" un="" throughput="" di="" 5000="" wafer/h="" nel="" 2018="" e="" si="" prevede="" di="" attraversare="" 7.000="" wafer/h="" entro="" il="" 2020.="" la="" sezione="" di="" metallizzazione="" e="" test/smistamento="" iv="" dovrebbe="" avere="" un="" throughput="" di=""> 7.000 wafer/h entro il 2022.
La tecnologia delle celle basata su Al-BSF che ha una quota di mercato di>60% nel 2018 dovrebbe ridursi a<20% entro="" il="" 2025.="" con="" una="" maggiore="" enfasi="" sui="" concetti="" di="" celle="" solari="" ad="" alta="" efficienza,="" quota="" di="" perc="" la="" tecnologia="" dovrebbe="" essere="">50% entro il 2022. L'efficienza produttiva del PERC Mono dovrebbe essere del>22% entro il 2022, mentre per il PERC multi dovrebbe toccare il 21% nello stesso periodo. Un aspetto importante relativo al multi-PERC è la mitigazione del problema basato su LeTID per ridurre al minimo la perdita di efficienza dopo l'installazione dei moduli sul campo. Celle Si HJ con efficienze di>22% nel 2018 dopo che si prevede di raggiungere un'efficienza stabile del 23% entro il 2020, con una quota di mercato di circa il 10% entro il 2022. Celle bifacciali ad alta efficienza con un ulteriore vantaggio di sfruttare il solare si prevede che le radiazioni provenienti dal lato posteriore avranno una quota di mercato del 20% entro il 2022. Le celle solari a contatto posteriore di tipo N dovrebbero superare il 24% di efficienza entro il 2020.
8. Conclusioni
Le celle solari Si sono diventate una parte importante del dominio delle energie rinnovabili negli ultimi decenni con tecnologie di produzione mature. I wafer multicristallini di tipo P sono diventati l'elemento principale per la produzione di celle solari. Tuttavia, con una maggiore efficienza e costi di produzione in diminuzione, anche le celle solari monocristalline hanno guadagnato una quota significativa e si prevede che competono strettamente con i wafer multicristallini nel prossimo futuro. Per la tecnologia standard Al-BSF, il 19 e il 20% sono diventati il punto di riferimento rispettivamente per le celle solari multicristalline e monocristalline. Le celle mono-PERC e multi-PERC hanno raggiunto efficienze stabilizzate rispettivamente del 21,5 e del 20%. Inoltre, PERC fornisce anche un approccio più semplice per le celle solari bifacciali avendo uno schema a griglia sulla RS invece del contatto dell'intera area. Le celle solari di tipo n e bifacciali ad alta efficienza hanno una quota di mercato di<10% che="" si="" prevede="" aumenterà="" in="" futuro.="" le="" tecnologie="" di="" produzione="" sono="" maturate="" considerevolmente="" negli="" ultimi="" anni="" con="" ulteriori="" miglioramenti="" per="" aumentare="" la="">
Ringraziamenti
Gli autori desiderano ringraziare i colleghi di RCT Solutions GmbH da cui sono stati tratti alcuni dei contenuti del capitolo. Mehul C.Raval desidera ringraziare il collega Jim Zhou per le discussioni sulla testurizzazione del silicio nero.