Fonte:https://link.springer.com/chapter/10.1007/978-3-319-48933-9_13

Il silicio, che è stato e continuerà ad essere il materiale dominante nell'industria dei semiconduttori per qualche tempo a venire[13.1], ci porterà nell'era dell'integrazione su scala ultralarga (ULSI) e nell'era del system-ona-chip (SOC).
Poiché i dispositivi elettronici sono diventati più avanzati, le prestazioni dei dispositivi sono diventate più sensibili alla qualità e alle proprietà dei materiali utilizzati per costruirli.
Il germanio (Ge) è stato originariamente utilizzato come materiale semiconduttore per dispositivi elettronici a stato solido. Tuttavia, la stretta banda proibita (0,66 eV) del Ge limita il funzionamento dei dispositivi a base di germanio a temperature di circa 90∘C a causa delle notevoli correnti di dispersione osservate a temperature più elevate. Il bandgap più ampio del silicio (1,12 eV), d'altra parte, si traduce in dispositivi elettronici in grado di funzionare fino a. Tuttavia, esiste un problema più serio rispetto al bandgap stretto: il germanio non fornisce facilmente uno strato di passivazione astabile sulla superficie. Ad esempio, il biossido di germanio (GeO2) è solubile in acqua e si dissocia a circa 800∘C. Il silicio, contrariamente al germanio, si adatta facilmente alla passivazione superficiale formando biossido di silicio (SiO2), che fornisce un elevato grado di protezione al dispositivo sottostante. Questo stabile SiO2strato determina un vantaggio decisivo per il silicio rispetto al germanio come materiale semiconduttore di base utilizzato per la fabbricazione di dispositivi elettronici. Questo vantaggio ha portato a numerose nuove tecnologie, compresi i processi per il doping a diffusione e la definizione di schemi complessi. Altri vantaggi del silicio sono che è completamente atossico e che la silice (SiO2), la materia prima da cui si ottiene il silicio, comprende circa il 60%del contenuto minerale della crosta terrestre. Ciò implica che la materia prima da cui si ottiene il silicio è disponibile in abbondanza al circuito integrato (CIRCUITO INTEGRATO) settore. Inoltre, il silicio di grado elettronico può essere ottenuto a meno di un decimo del costo del germanio. Tutti questi vantaggi hanno portato il silicio a sostituire quasi completamente il germanio nell'industria dei semiconduttori.
Sebbene il silicio non sia la scelta ottimale per ogni dispositivo elettronico, i suoi vantaggi significano che quasi sicuramente dominerà l'industria dei semiconduttori ancora per qualche tempo.
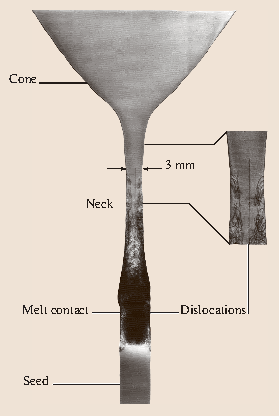
Interazioni molto fruttuose si sono verificate tra gli utenti e i produttori di materiale semiconduttore dall'invenzione del transistor a contatto puntiforme nel 1947, quando la necessità diperfetto e purocristalli è stato riconosciuto. La concorrenza era spesso tale che la qualità del cristallo richiesta dai nuovi dispositivi poteva essere soddisfatta solo controllando la crescita dei cristalli utilizzando apparecchiature elettroniche costruite con questi nuovi dispositivi. Poiché i cristalli di silicio privi di dislocazioni sono stati coltivati già negli anni '60 utilizzando ilTecnica del trattino[13.2], la ricerca sui materiali semiconduttori e gli sforzi di sviluppo si sono concentrati sulla purezza del materiale, sui rendimenti di produzione e sui problemi relativi alla fabbricazione dei dispositivi. Diagramma di flusso per processi di preparazione del silicio semiconduttore tipici. (Dopo[13.1]) Chip per wafer in funzione della generazione di DRAM. (Dopo[13.3]) In questo capitolo, gli attuali approcci alla preparazione del silicio, convertendo la materia prima in silicio monocristallino (vedi Fig.13.1)- sono discussi. Il prossimo passo è purificare MG-Si al livello di silicio di grado semiconduttore (SG-Si), che viene utilizzato come materiale di partenza per il silicio monocristallino. Il concetto di base è che l'MG-Si in polvere viene fatto reagire con HCl anidro per formare vari composti clorosilani in un reattore a letto fluido. Quindi i silani vengono purificati mediante distillazione e deposizione chimica da vapore (CVD) per formare SG-polisilicio. 1. Può essere facilmente formato dalla reazione di acido cloridrico anidro con MG-Si a temperature ragionevolmente basse (200-400∘C). 2. È liquido a temperatura ambiente, quindi la purificazione può essere eseguita utilizzando tecniche di distillazione standard. 3. È facile da maneggiare e può essere conservato in serbatoi di acciaio al carbonio una volta asciutto. 4. Il triclorosilano liquido è facilmente vaporizzabile e, se miscelato con idrogeno, può essere trasportato in linee d'acciaio. 5. Può essere ridotto a pressione atmosferica in presenza di idrogeno. 6. La sua deposizione può avvenire su silicio riscaldato, eliminando la necessità di contatto con eventuali superfici estranee che potrebbero contaminare il silicio risultante. 7. Reagisce a temperature più basse (1000–1200∘C) e a velocità maggiori rispetto al tetracloruro di silicio. Inutile dire che la purezza delle aste sottili deve essere paragonabile a quella del silicio depositato. Le aste sottili sono preriscaldate a circa 400∘C all'inizio del processo CVD al silicio. Questo preriscaldamento è necessario per aumentare la conduttività delle barre sottili di elevata purezza (alta resistenza) sufficientemente da consentire il riscaldamento resistivo. Deposito per 200–300 h a circa 1100∘C si traduce in barre di polisilicio di elevata purezza di 150-200 mm di diametro. Le aste di polisilicio sono modellate in varie forme per i successivi processi di crescita dei cristalli, come pezzi per la crescita del fuso Czochralski e lunghe aste cilindriche per la crescita della zona flottante. Il processo per ridurre il triclorosilano su asta di silicio riscaldata utilizzando l'idrogeno è stato descritto alla fine degli anni '50 e all'inizio degli anni '60 in numerosi brevetti di processo assegnati a Siemens; pertanto, questo processo è spesso chiamato ilMetodo Siemens[13.4]. I principali svantaggi del metodo Siemens sono le sue scarse efficienze di conversione del silicio e del cloro, le dimensioni relativamente ridotte del lotto e l'elevato consumo energetico. Le scarse efficienze di conversione di silicio e cloro sono associate al grande volume di tetracloruro di silicio prodotto come sottoprodotto nel processo CVD. Solo circa 30%del silicio fornito nella reazione CVD viene convertito in polisilicio ad elevata purezza. Inoltre, il costo di produzione di polisilicio di elevata purezza può dipendere dall'utilità del sottoprodotto, SiCl4. La tecnologia di produzione di silicio policristallino basata sulla produzione e pirolisi del monosilano è stata stabilita alla fine degli anni '60. Il monosilano potenzialmente consente di risparmiare energia perché deposita polisilicio a temperatura più bassa e produce polisilicio più puro rispetto al processo triclorosilano; tuttavia, è stato poco utilizzato per la mancanza di una via economica al monosilano e per problemi di lavorazione nella fase di deposizione[13.5]. Tuttavia, con il recente sviluppo di percorsi economici verso il silano di elevata purezza e il buon funzionamento di un impianto su larga scala, questa tecnologia ha attirato l'attenzione dell'industria dei semiconduttori, che richiede silicio di maggiore purezza. Negli attuali processi industriali monosilani, il magnesio e la polvere di MG-Si vengono riscaldati a 500∘C in atmosfera di idrogeno per sintetizzare il siliciuro di magenesi (Mg2Si), che viene poi fatto reagire con cloruro di ammonio (NH4Cl) in ammoniaca liquida (NH3) sotto 0∘C per formare monosilano (SiH4). Il polisilicio di elevata purezza viene quindi prodotto tramite la pirolisi del monosilano su filamenti di polisilicio riscaldati resistivo a 700-800∘C. Nel processo di generazione del monosilano, la maggior parte delle impurità di boro viene rimossa dal silano tramite reazione chimica con NH3. Il contenuto di aboro di 0,01-0,02 ppba nel polisilicio è stato ottenuto utilizzando il processo con l'amonosilano. Questa concentrazione è molto bassa rispetto a quella osservata nel polisilicio preparato da triclorosilano. Inoltre, il polisilicio risultante è meno contaminato da metalli prelevati attraverso processi di trasporto chimico poiché la decomposizione del monosilano non causa problemi di corrosione. È stato sviluppato un processo notevolmente diverso, che utilizza la decomposizione del monosilano in un reattore di deposizione a letto fluido per produrre polisilicio granulare a flusso libero[13.5]. Piccole particelle di semi di silicio vengono fluidificate in una miscela di amonosilano e idrogeno e il polisilicio viene depositato per formare particelle sferiche a flusso libero che hanno un diametro medio di 700 μm con una distribuzione delle dimensioni di 100-1500 μm. I semi a letto fluido sono stati originariamente realizzati macinando SG-Si in un mulino a sfere o a martelli e lisciviando il prodotto con acido, acqua ossigenata e acqua. Questo processo richiedeva tempo e denaro e tendeva a introdurre impurità indesiderate nel sistema attraverso le smerigliatrici metalliche. Tuttavia, in un nuovo metodo, le particelle di SG-Si di grandi dimensioni vengono lanciate l'una contro l'altra da un flusso di gas ad alta velocità, provocandone la rottura in particelle di dimensioni adeguate per il letto fluidizzato. Questo processo non introduce materiali estranei e non richiede lisciviazione. A causa della maggiore area superficiale del polisilicio granulare, i reattori a letto fluido sono molto più efficienti dei tradizionali reattori a barre di tipo Siemens. La qualità del polisilicio a letto fluido ha dimostrato di essere equivalente al polisilicio prodotto con il metodo Siemens più convenzionale. Inoltre, il polisilicio granulare di forma fluida e ad alta densità apparente consente ai coltivatori di cristalli di ottenere il massimo da ogni ciclo di produzione. Cioè, nel processo di crescita dei cristalli di Czochralski (vedere la sezione seguente), i crogioli possono essere riempiti rapidamente e facilmente con carichi uniformi che tipicamente superano quelli dei pezzi di polisilicio impilati casualmente prodotti con il metodo Siemens. Se consideriamo anche il potenziale della tecnica per passare dall'operazione batch alla trazione continua (discussa in seguito), possiamo vedere che i granuli di polisilicio a flusso libero potrebbero fornire il percorso vantaggioso di un'alimentazione uniforme in un fuso allo stato stazionario. Questo prodotto sembra essere un materiale di partenza rivoluzionario di grande promessa per la crescita dei cristalli di silicio. Principi di crescita di un singolo cristallo da (a) metodo della zona flottante e (b) Metodo Czochralski. (Dopo[13.1]) Si stima che circa 95%di tutto il silicio monocristallino è prodotto con il metodo CZ e il resto principalmente con il metodo FZ. L'industria dei semiconduttori al silicio richiede un'elevata purezza e concentrazioni minime di difetti nei propri cristalli di silicio per ottimizzare la resa di produzione dei dispositivi e le prestazioni operative. Questi requisiti stanno diventando sempre più severi man mano che la tecnologia passa da LSI a VLSI∕ULSI e poi a SOC. Oltre alla qualità o perfezione dei cristalli di silicio, anche il diametro dei cristalli è in costante aumento per soddisfare le esigenze dei produttori di dispositivi. Poiché i chip microelettronici sono prodotti tramite asistema batch, i diametri dei wafer di silicio utilizzati per la fabbricazione del dispositivo influenzano significativamente la produttività (come mostrato in Fig.13.2), e a sua volta il costo di produzione. Nelle sezioni seguenti, discutiamo prima il metodo FZ e poi passiamo al metodo CZ. Quest'ultimo sarà discusso in modo più dettagliato a causa della sua estrema importanza per l'industria della microelettronica. Il metodo FZ è nato dalla fusione a zone, che è stata utilizzata per affinare le leghe binarie13.6] ed è stato inventato daTheuerer[13.7]. La reattività del silicio liquido con il materiale utilizzato per il crogiolo ha portato allo sviluppo del metodo FZ[13.8], che consente la cristallizzazione del silicio senza la necessità di alcun contatto con il materiale del crogiolo, necessario per poter far crescere cristalli della purezza del semiconduttore richiesta. Nel processo FZ, l'asta di silicio policristallino viene convertita in un lingotto di cristallo singolo facendo passare una zona fusa riscaldata da una bobina ad ago da un'estremità all'altra dell'asta, come mostrato in Fig.13.3un. In primo luogo, la punta dell'asta di polisilicio viene messa a contatto e fusa con un cristallo seme con l'orientamento del cristallo desiderato. Questo processo si chiamasemina. La zona fusa seminata viene fatta passare attraverso l'asta di polisilicio spostando simultaneamente il seme di cristallo singolo lungo l'asta. Quando la zona fusa di silicio si solidifica, il polisilicio viene convertito in silicio monocristallino con l'aiuto del cristallo seme. Mentre la zona viaggia lungo l'asta di polisilicio, il silicio monocristallino si congela alla sua estremità e cresce come estensione del cristallo seme. Topografia a raggi X di seme, collo e parte conica di silicio a zona flottante. (Per gentile concessione del Dr. T. Abe) Sistema di supporto per cristallo di silicio a zona flottante. (Dopo[13.9]) Per ottenere monocristalli di silicio di tipo n o p della resistività richiesta, il polisilicio o il cristallo in crescita devono essere drogati rispettivamente con le appropriate impurezze donatrici o accettore. Per la crescita del silicio FZ, sebbene siano state provate diverse tecniche di drogaggio, i cristalli vengono tipicamente drogati soffiando gas adopante come la fosfina (PH3) per silicio di tipo n o diborano (B2H6) per silicio di tipo p sulla zona fusa. Il gas drogante viene solitamente diluito con un gas di trasporto, come l'argon. Il grande vantaggio di questo metodo è che il produttore di cristalli di silicio non ha bisogno di immagazzinare sorgenti di polisilicio con resistività diverse. L'applicazione di NTD è stata quasi esclusivamente limitata ai cristalli FZ a causa della loro maggiore purezza rispetto ai cristalli CZ. Quando la tecnica NTD è stata applicata ai cristalli di silicio CZ, è stato scoperto che la formazione di donatori di ossigeno durante il processo di ricottura dopo l'irradiazione ha cambiato la resistività rispetto a quella prevista, anche se è stata raggiunta l'omogeneità del donatore di fosforo[13.11]. NTD ha l'ulteriore difetto che non è disponibile alcun processo per i droganti di tipo p e che è richiesto un periodo di irradiazione eccessivamente lungo per basse resistività (nell'intervallo 1-10 Ω cm). Durante la crescita dei cristalli FZ, il silicio fuso non entra in contatto con alcuna sostanza diversa dal gas ambiente nella camera di crescita. Pertanto, un cristallo di silicio FZ si distingue intrinsecamente per la sua maggiore purezza rispetto al cristallo aCZ che è cresciuto dal fuso, coinvolgendo il contatto con il crogiolo di aquartz. Questo contatto dà luogo ad elevate concentrazioni di impurezze di ossigeno di circa 1018atomi ∕ cm3nei cristalli CZ, mentre il silicio FZ contiene meno di 1016atomi ∕ cm3. Questa maggiore purezza consente al silicio FZ di ottenere resistività elevate non ottenibili utilizzando il silicio CZ. La maggior parte del silicio FZ consumato ha una resistività compresa tra 10 e 200 cm, mentre il silicio CZ è solitamente preparato a resistività di 50 Ω cm o meno a causa della contaminazione dal crogiolo di quarzo. Il silicio FZ viene quindi utilizzato principalmente per fabbricare dispositivi di potenza a semiconduttore che supportano tensioni inverse superiori a 750–1000 V. La crescita dei cristalli di elevata purezza e le caratteristiche di drogaggio di precisione di NTD FZ-Si hanno anche portato al suo utilizzo nei rivelatori a infrarossi[13.12], per esempio. Tuttavia, se consideriamo la resistenza meccanica, è stato riconosciuto per molti anni che il silicio FZ, che contiene meno impurità di ossigeno rispetto al silicio CZ, è meccanicamente più debole e più vulnerabile allo stress termico durante la fabbricazione del dispositivo[13.13,13.14]. L'elaborazione ad alta temperatura dei wafer di silicio durante la produzione di dispositivi elettronici spesso produce uno stress termico sufficiente per generare dislocazioni di scorrimento e deformazione. Questi effetti determinano una perdita di resa a causa di giunzioni che perdono, difetti dielettrici e durata ridotta, nonché rese fotolitografiche ridotte a causa della degradazione della planarità del wafer. La perdita di planarità geometrica dovuta alla deformazione può essere così grave che i wafer non vengono ulteriormente lavorati. Per questo motivo, i wafer di silicio CZ sono stati utilizzati molto più ampiamente nella fabbricazione di dispositivi IC rispetto ai wafer FZ. Questa differenza nella stabilità meccanica contro le sollecitazioni termiche è il motivo dominante per cui i cristalli di silicio CZ sono utilizzati esclusivamente per la fabbricazione di circuiti integrati che richiedono un gran numero di fasi del processo termico. Al fine di superare queste carenze del silicio FZ, la crescita di cristalli di silicio FZ con impurità droganti come l'ossigeno[13.15] e azoto[13.16] è stato tentato. È stato riscontrato che il drogaggio dei cristalli di silicio FZ con ossigeno o azoto a concentrazioni dio, rispettivamente, si traduce in un notevole aumento della resistenza meccanica. Questo metodo prende il nome da J. Czochralski, che stabilì una tecnica per determinare le velocità di cristallizzazione dei metalli[13.17]. Tuttavia, l'attuale metodo di estrazione che è stato ampiamente applicato alla crescita di un singolo cristallo è stato sviluppato da developedverde acquaePoco[13.18], che ha modificato il principio fondamentale di Czochralski. Sono stati i primi a coltivare con successo cristalli singoli di germanio, di 8 pollici di lunghezza e 0,75 pollici di diametro, nel 1950. Successivamente hanno progettato un altro apparato per la crescita del silicio a temperature più elevate. Sebbene il processo di produzione di base per il silicio monocristallino sia cambiato poco da quando è stato introdotto da Teal e dai suoi collaboratori, i monocristalli di silicio di grande diametro (fino a 400 mm) con un alto grado di perfezione che soddisfano i dispositivi all'avanguardia le richieste sono cresciute incorporando la tecnica Dash e le successive innovazioni tecnologiche nell'apparato. Gli odierni sforzi di ricerca e sviluppo relativi ai cristalli di silicio sono diretti al raggiungimento dell'uniformità microscopica delle proprietà dei cristalli come la resistività e le concentrazioni di impurità e microdifetti, nonché il controllo microscopico di essi, che verrà discusso altrove in questo manuale. 1. Pezzi o grani di polisilicio vengono posti in un crogiolo di aquartz e fusi a temperature superiori al punto di fusione del silicio (1420∘C) in un gas ambiente inerte. 2. Il fuso viene mantenuto ad alta temperatura per un po' al fine di garantire la completa fusione e l'espulsione di minuscole bolle, che possono causare vuoti o difetti di cristallo negativi, dal fuso. 3. Il cristallo di semi con l'orientamento cristallino desiderato viene immerso nella fusione finché non inizia a fondersi. Il seme viene poi prelevato dal fuso in modo che si formi il collo riducendo gradualmente il diametro; questo è il passaggio più delicato. Durante l'intero processo di crescita dei cristalli, il gas inerte (solitamente argon) scorre verso il basso attraverso la camera di estrazione per portare via prodotti di reazione come SiO e CO. 4. Aumentando gradualmente il diametro del cristallo, si accrescono la parte conica e la spalla. Il diametro viene aumentato fino al diametro target diminuendo la velocità di trazione e∕o la temperatura di fusione. 5. Infine, la parte cilindrica del corpo con un diametro costante viene accresciuta controllando la velocità di trazione e la temperatura del fuso, compensando al tempo stesso la diminuzione del livello del fuso man mano che il cristallo cresce. La velocità di trazione è generalmente ridotta verso l'estremità di coda del cristallo in crescita, principalmente a causa dell'aumento della radiazione termica dalla parete del crogiolo quando il livello di fusione scende ed espone più parete del crogiolo al cristallo in crescita. Verso la fine del processo di crescita, ma prima che il crogiolo sia completamente drenato dal silicio fuso, il diametro del cristallo deve essere ridotto gradualmente per formare un cono terminale al fine di ridurre al minimo lo shock termico, che può causare dislocazioni di scorrimento all'estremità della coda. Quando il diametro diventa sufficientemente piccolo, il cristallo può essere separato dal fuso senza generare dislocazioni. Vista schematica del tipico sistema di crescita dei cristalli di silicio Czochralski. (Dopo[13.1]) Parte finale del cristallo di silicio Czochralski così come cresciuto Lingotto di silicio Czochralski extra-large di 400 mm di diametro e 1800 mm di lunghezza. (Per gentile concessione di Super Silicon Crystal Research Institute Corporation, Giappone) Ambiente termico durante la crescita dei cristalli di Czochralski nelle fasi iniziale e finale.frecceindicare le direzioni approssimative del flusso di calore. (Dopo[13.19]) Inoltre, la distribuzione non uniforme sia dei difetti del cristallo che delle impurità si verifica attraverso la sezione trasversale di un wafer piatto preparato da cristalli di silicio aCZ fuso cristallizzato o solidificato successivamente all'interfaccia cristallo-fuso, che è generalmente curvato nel processo di crescita del cristallo CZ. Tali disomogeneità possono essere osservate comestriature, di cui si parlerà in seguito. Le proprietà dei semiconduttori di silicio utilizzati nei dispositivi elettronici sono molto sensibili alle impurità. A causa di questa sensibilità, le proprietà elettriche ed elettroniche del silicio possono essere controllate con precisione aggiungendo una piccola quantità di drogante. Oltre a questa sensibilità al drogante, la contaminazione da impurità (in particolare metalli di transizione) influisce negativamente sulle proprietà del silicio e provoca un grave degrado delle prestazioni del dispositivo. Inoltre, l'ossigeno è incorporato a livelli di decine di atomi per milione nei cristalli di silicio CZ a causa della reazione tra il silicio fuso e il crogiolo di quarzo. Indipendentemente dalla quantità di ossigeno presente nel cristallo, le caratteristiche dei cristalli di silicio sono fortemente influenzate dalla concentrazione e dal comportamento dell'ossigeno[13.21]. Inoltre, il carbonio è anche incorporato nei cristalli di silicio CZ dalle materie prime di polisilicio o durante il processo di crescita, a causa delle parti in grafite utilizzate nell'attrezzatura di trazione CZ. Sebbene la concentrazione di carbonio nei cristalli di silicio CZ commerciale sia normalmente inferiore a 0,1 ppma, il carbonio è un'impurità che influisce notevolmente sul comportamento dell'ossigeno[13.22,13.23]. Inoltre, cristalli di silicio CZ drogati con azoto[13.24,13.25] hanno recentemente attirato molta attenzione a causa della loro elevata qualità microscopica dei cristalli, che può soddisfare i requisiti per i dispositivi elettronici all'avanguardia[13.26,13.27]. Durante la cristallizzazione da amelt, varie impurità (compresi i droganti) contenute nella massa fusa vengono incorporate nel cristallo in crescita. La concentrazione di impurezze della fase solida generalmente differisce da quella della fase liquida a causa di un fenomeno noto comesegregazione. Il comportamento di segregazione all'equilibrio associato alla solidificazione dei sistemi multicomponente può essere determinato dal corrispondente diagramma di fase del sistema abinario con unsoluto(l'impurità) e asolvente(il materiale ospite) come componenti. Di conseguenza, è chiaro che la variazione longitudinale acroscopica del livello di impurezza, che provoca una variazione della resistività a causa della variazione della concentrazione di drogante, è inerente al processo di crescita del lotto CZ; ciò è dovuto al fenomeno della segregazione. Inoltre, la distribuzione longitudinale delle impurezze è influenzata dai cambiamenti nell'entità e nella natura della convezione del fuso che si verificano quando il rapporto di aspetto del fuso diminuisce durante la crescita dei cristalli. Striature di crescita, rivelate dall'attacco chimico, nella spalla di silicio Czochralski Le striature sono causate fisicamente dalla segregazione delle impurità e anche da difetti puntuali; tuttavia, le striature sono praticamente causate da fluttuazioni di temperatura vicino all'interfaccia cristallo-fuso, indotte da convezione termica instabile nel fuso e rotazione del cristallo in un ambiente termico asimmetrico. Inoltre, le vibrazioni meccaniche dovute a meccanismi di controllo della trazione scadenti nell'attrezzatura di crescita possono anche causare fluttuazioni di temperatura. Illustrazione schematica della sezione trasversale del cristallo di Czochralski contenente un'interfaccia curva cristallo-fusione e wafer planari tagliati in porzioni diverse. (Dopo[13.1]) Per ottenere la resistività desiderata, una certa quantità di drogante (atomi donatori o accettori) viene aggiunta all'asilicio fuso secondo la relazione resistività-concentrazione. È pratica comune aggiungere droganti sotto forma di particelle di silicio altamente drogate o pezzi di resistività di circa 0,01 Ω cm, che sono chiamati dispositivi di drogaggio, poiché la quantità di drogante puro necessaria è ingestibile, ad eccezione dei materiali di silicio fortemente drogati (n+o p+silicio). 1. Livelli energetici adeguati Suitable 2. Elevata solubilità 3. Adatto o bassa diffusività 4. Bassa tensione di vapore. Incorporazione di ossigeno e carbonio nel cristallo di silicio Czochralski. (Dopo[13.1]) 1. Grande diametro 2. Densità dei difetti bassa o controllata 3. Gradiente di resistività radiale uniforme e basso 4. Concentrazione iniziale ottimale di ossigeno e sua precipitazione. Il flusso di convezione del fuso nel crogiolo influenza fortemente la qualità del cristallo del silicio CZ. In particolare, le striature di crescita sfavorevoli sono indotte dalla convezione del fuso instabile con conseguenti fluttuazioni di temperatura all'interfaccia di crescita. La capacità del campo amagnetico di inibire la convezione termica nel fluido elettricamente conduttore è stata inizialmente applicata alla crescita dei cristalli di antimonide di indio tramite la tecnica della barca orizzontale[13.28] e la tecnica della zona di fusione orizzontale[13.29]. Attraverso queste indagini, è stato confermato che un campo amagnetico di forza sufficiente può sopprimere le fluttuazioni di temperatura che accompagnano la convezione del fuso e può ridurre drasticamente le striature di crescita. L'effetto del campo magnetico sulle striature di crescita è spiegato dalla sua capacità di diminuire la turbolenta convezione termica dell'amelt e, a sua volta, diminuire le fluttuazioni di temperatura all'interfaccia cristallo-fuso. Lo smorzamento del flusso del fluido causato dal campo magnetico è dovuto alla forza magnetomotrice indotta quando il flusso è ortogonale alle linee di flusso magnetico, il che si traduce in un aumento della viscosità cinematica effettiva del fuso conduttore. La crescita dei cristalli di silicio mediante il metodo CZ applicato al campo magnetico (MCZ) è stata segnalata per la prima volta nel 1980[13.30]. Originariamente MCZ era destinato alla crescita di cristalli di silicio CZ che contengono basse concentrazioni di ossigeno e quindi hanno elevate resistività con basse variazioni radiali. In altre parole, il silicio MCZ avrebbe dovuto sostituire il silicio FZ utilizzato quasi esclusivamente per la fabbricazione di dispositivi di potenza. Da allora, sono state sviluppate diverse configurazioni del campo magnetico, in termini di direzione del campo magnetico (orizzontale o verticale) e tipo di magneti utilizzati (normale conduttivo o superconduttivo),[13.31]. Il silicio MCZ prodotto con un'ampia gamma di concentrazioni di ossigeno desiderate (da bassa ad alta) è stato di grande interesse per diverse applicazioni di dispositivi. Il valore del silicio MCZ risiede nella sua alta qualità e nella sua capacità di controllare la concentrazione di ossigeno su un ampio intervallo, che non può essere ottenuto utilizzando il metodo CZ convenzionale[13.32], nonché il suo maggiore tasso di crescita[13.33]. Per quanto riguarda la qualità dei cristalli, non c'è dubbio che il metodo MCZ fornisca i cristalli di silicio più favorevoli all'industria dei dispositivi a semiconduttore. Il costo di produzione del silicio MCZ può essere superiore a quello del silicio CZ convenzionale perché il metodo MCZ consuma più energia elettrica e richiede apparecchiature e spazio operativo aggiuntivi per gli elettromagneti; tuttavia, tenendo conto del tasso di crescita più elevato di MCZ e quando vengono utilizzati magneti superconduttori che richiedono uno spazio più ridotto e consumano meno energia elettrica rispetto ai magneti conduttivi, il costo di produzione dei cristalli di silicio MCZ può diventare paragonabile a quello dei cristalli di silicio CZ convenzionali. Inoltre, la migliore qualità dei cristalli del silicio MCZ può aumentare i rendimenti di produzione e ridurre i costi di produzione. I costi di produzione del cristallo dipendono in larga misura dal costo dei materiali, in particolare dal costo di quelli utilizzati per i crogioli di quarzo. Nel processo CZ convenzionale, chiamato aprocesso batch, l'acrilico viene estratto da una singola carica del crogiolo e il crogiolo di quarzo viene utilizzato una sola volta e quindi scartato. Questo perché la piccola quantità di silicio rimanente rompe il crogiolo mentre si raffredda da una temperatura elevata durante ogni ciclo di crescita. Una strategia per ricostituire il crogiolo di aquartz con la massa fusa in modo economico consiste nell'aggiungere continuamente alimentazione man mano che il cristallo cresce e quindi mantenere la massa fusa a un volume costante. Oltre a risparmiare sui costi del crogiolo, il metodo Czochralski (CCZ) a carica continua fornisce un ambiente ideale per la crescita dei cristalli di silicio. Come già accennato, molte delle disomogeneità nei cristalli cresciuti mediante il processo CZ batch convenzionale sono un risultato diretto della cinetica instabile derivante dalla variazione del volume del fuso durante la crescita dei cristalli. Il metodo CCZ mira non solo a ridurre i costi di produzione, ma anche a far crescere i cristalli in condizioni stabili. Mantenendo il volume del fuso a un livello costante, è possibile ottenere condizioni termiche e di flusso del fuso costanti (vedi Fig.13.9, che mostra il cambiamento negli ambienti termici durante la crescita convenzionale di CZ). Illustrazione schematica del metodo Czochralski a carica continua. (Dopo[13.34]) Il metodo CCZ risolve sicuramente la maggior parte dei problemi legati alle disomogeneità nei cristalli cresciuti con il metodo CZ convenzionale. Inoltre, la combinazione di MCZ e CCZ (la CZ continua applicata al campo magnetico (MCCZ) dovrebbe fornire il metodo definitivo di crescita dei cristalli, fornendo cristalli di silicio ideali per un'ampia varietà di applicazioni microelettroniche[13.1]. Infatti, è stato utilizzato per coltivare cristalli di silicio di alta qualità destinati a dispositivi microelettronici[13.35]. Tuttavia, va sottolineato che le diverse storie termiche delle diverse parti del cristallo (dal seme alle estremità della coda, come mostrato in Fig.13.9) deve essere considerato anche quando il cristallo viene coltivato con il metodo di crescita ideale. Al fine di omogeneizzare il cristallo cresciuto o per ottenere uniformità assiale nella storia termica, una qualche forma di post-trattamento, come la ricottura ad alta temperatura[13.36], è richiesto per il cristallo. Come accennato in precedenza, il processo di necking di Dash (che cresce al collo di 3-5 mm di diametro, Fig.13.7) è una fase critica durante la crescita dei cristalli CZ perché elimina le dislocazioni cresciute. Questa tecnica è lo standard del settore da oltre 40 anni. Tuttavia, le recenti richieste di grandi diametri di cristallo (> 300 mm, peso superiore a 300 kg) hanno comportato la necessità di colli di diametro maggiore che non introducono dislocazioni nel cristallo in crescita, poiché al collo di 3-5 mm di diametro non può supportare cristalli così grandi. Cristallo di silicio Czochralski senza dislocazioni di 200 mm di diametro cresciuto senza il processo di necking Dash. (a)Tutto il corpo, (b) seme e cono. (Per gentile concessione del Prof. K. Hoshikawa) 13.1F. Shimura:Tecnologia dei cristalli di silicio a semiconduttore(Accademico, New York 1988)Google Scholar 13.2WC Scatto: J. Appl. Fis.29, 736 (1958)CrossRefGoogle Scholar 13.3K.Takada, H.Yamagishi, H.Minami, M.Imai: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1998) p.376Google Scholar 13.4JRMcCormic: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1986) p.43Google Scholar 13.5PA Taylor: tecnologia a stato solido.luglio, 53 (1987)Google Scholar 13.6WG Pfann: trad. Am. ist. min. metallo. ing.194, 747 (1952)Google Scholar 13.7CHTheuerer: brevetto USA 3060123 (1962)Google Scholar 13.8PH Keck, MJE Golay: Phys. rev.89, 1297 (1953)CrossRefGoogle Scholar 13,9 W. Keller, A. Mühlbauer:Silicio a zona flottante(Marcel Dekker, New York 1981)Google Scholar 13.10JM Meese:Trasmutazione di neutroni drogaggio nei semiconduttori(Plenum, New York 1979)CrossRefGoogle Scholar 13.11HMLiaw, CJVarker: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1977) p.116Google Scholar 13.12ELKern, LSYaggy, JABarker: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1977) p.52Google Scholar 13.13SM Hu: Appl. Fis. Lett.31, 53 (1977)CrossRefGoogle Scholar 13.14K. Sumino, H. Harada, I. Yonenaga: Jpn. J. Appl. Fis.19, L49 (1980)CrossRefGoogle Scholar 13.15K. Sumino, I. Yonenaga, A. Yusa: Jpn. J. Appl. Fis.19, L763 (1980)CrossRefGoogle Scholar 13.16T.Abe, K.Kikuchi, S.Shirai: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1981) p.54Google Scholar 13.17J. Czochralski: Z. Phys. chimica.92, 219 (1918)Google Scholar 13.18GK Teal, JB Little: Phys. rev.78, 647 (1950)Google Scholar 13.19W. Zulehner, D. Huber: In:Cristalli 8: silicio, incisione chimica(Springer, Berlino, Heidelberg 1982) p. 1Google Scholar 13.20H. Tsuya, F. Shimura, K. Ogawa, T. Kawamura: J. Electrochem. Soc.129, 374 (1982)CrossRefGoogle Scholar 13.21F. Shimura (ed.):Ossigeno in silicio(Accademico, New York 1994)Google Scholar 13.22S. Kishino, Y. Matsushita, M. Kanamori: Appl. Fis. Lett.35, 213 (1979)CrossRefGoogle Scholar 13.23F. Shimura: J.Appl. Fis.59, 3251 (1986)CrossRefGoogle Scholar 13.24HD Chiou, J. Moody, R. Sandfort, F. Shimura: tecnologia scientifica VLSI, Proc. 2° Int. simp. Integrato su larga scala. (La società elettrochimica, Pennington 1984) p. 208Google Scholar 13.25F. Shimura, RS Hocket: Appl. Fis. Lett.48, 224 (1986)CrossRefGoogle Scholar 13.26A.Huber, M.Kapser, J.Grabmeier, U.Lambert, WvAmmon, R.Pech: In:Silicio semiconduttore(The Electrochemical Society, Pennington 2002) p.280Google Scholar 13.27GARozgonyi: In:Silicio semiconduttore(The Electrochemical Society, Pennington 2002) p.149Google Scholar 13.28HP Utech, MC Flemings: J. Appl. Fis.37, 2021 (1966)CrossRefGoogle Scholar 13.29HA Chedzey, DT Hurtle: Natura210, 933 (1966)CrossRefGoogle Scholar 13.30K.Hoshi, T.Suzuki, Y.Okubo, N.Isawa: est. Abstr. elettrochimica. Soc. 157a riunione. (The Electrochemical Society, Pennington 1980) p.811Google Scholar 13.31M.Ohwa, T.Higuchi, E.Toji, M.Watanabe, K.Homma, S.Takasu: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1986) p.117Google Scholar 13.32M.Futagami, K.Hoshi, N.Isawa, T.Suzuki, Y.Okubo, Y.Kato, Y.Okamoto: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1986) p.939Google Scholar 13.33T.Suzuki, N.Isawa, K.Hoshi, Y.Kato, Y.Okubo: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1986) p.142Google Scholar 13.34W.Zulehner: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1990) p.30Google Scholar 13.35Y.Arai, M.Kida, N.Ono, K.Abe, N.Machida, H.Futuya, K.Sahira: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1994) p.180Google Scholar 13.36F. Shimura: In:VLSI Scienza e Tecnologia(La Società Elettrochimica, Pennington 1982) p. 17Google Scholar 13.37S.Chandrasekhar, KMKim: In:Silicio semiconduttore(The Electrochemical Society, Pennington 1998) p.411Google Scholar 13.38K. Hoshikawa, X. Huang, T. Taishi, T. Kajigaya, T. Iino: Jpn. J. Appl. Fis.38, L1369 (1999)CrossRefGoogle Scholar 13.39KM Kim, P. Smetana: J. Cryst. Crescita100, 527 (1989)CrossRefGoogle Scholar13.1Panoramica


13.2Materiali di partenza
13.2.1Silicio di grado metallurgico
Il materiale di partenza per i singoli cristalli di silicio di elevata purezza è la silice (SiO2). Il primo passo nella produzione del silicio è la fusione e la riduzione della silice. Ciò si ottiene mescolando silice e carbonio sotto forma di carbone, coke o trucioli di legno e riscaldando la miscela ad alte temperature in un forno ad arco ad elettrodo sommerso. Questa riduzione carbotermica della silice produce silicio fuso13.2.2Silicio Policristallino
Composti chimici intermedi
Idroclorurazione del silicio
Il triclorosilano viene sintetizzato riscaldando MG-Si in polvere a circa 300∘C in reattore a letto fluido. Cioè, MG-Si viene convertito in SiHCl3secondo la seguente reazioneDistillazione e decomposizione del triclorosilano
La distillazione è stata ampiamente utilizzata per purificare il triclorosilano. Il triclorosilano, che ha un punto di ebollizione basso (31,8∘C), viene distillato frazionalmente dagli alogenuri impuri, determinando una purezza notevolmente aumentata, con una concentrazione di impurezze elettricamente attive inferiore a 1 ppba. Il triclorosilano di elevata purezza viene quindi vaporizzato, diluito con idrogeno di elevata purezza e introdotto nel reattore di deposizione. Nel reattore sono disponibili sottili barre di silicio chiamate barre sottili supportate da elettrodi di grafite per la deposizione superficiale del silicio in base alla reazioneProcesso monosilano
Deposizione granulare di polisilicio
13.3Crescita a cristallo singolo
Sebbene siano state utilizzate varie tecniche per convertire il polisilicio in singoli cristalli di silicio, due tecniche hanno dominato la loro produzione per l'elettronica perché soddisfano i requisiti dell'industria dei dispositivi microelettronici. Uno è il metodo di fusione dell'azone comunemente chiamatozona flottante (FZ) metodo, e l'altro è il metodo di estrazione tradizionalmente chiamato theCzochralski (CZ) metodo, anche se in realtà dovrebbe essere chiamato ilMetodo Teal-Little. I principi alla base di questi due metodi di crescita dei cristalli sono illustrati in Fig.13.3. Nel metodo FZ, la zona fusa viene fatta passare attraverso un'asta di silicio policristallino per convertirla in un lingotto monocristallo; nel metodo CZ, un singolo cristallo viene coltivato estraendo da amelt contenuto nel crogiolo di aquartz. In entrambi i casi, ilseme di cristallogioca un ruolo molto importante nell'ottenere un cristallo singolo con l'orientamento cristallografico desiderato.
13.3.1Metodo della zona mobile
Revisione generale
Schema del processo

Doping
Proprietà del cristallo di silicio FZ
13.3.2Metodo Czochralski
Revisione generale
Schema del processo
I tre passaggi più importanti nella crescita dei cristalli CZ sono mostrati schematicamente in Fig.13.3b. In linea di principio, il processo di crescita di CZ è simile a quello di crescita di FZ: (1) fusione di polisilicio, (2) semina e (3) crescita. La procedura di estrazione di CZ, tuttavia, è più complicata di quella di crescita di FZ e si distingue da essa per l'uso di crogioli di aquartz per contenere il silicio fuso. figura13.6mostra una vista aschematica della tipica attrezzatura moderna per la crescita dei cristalli CZ. I passaggi importanti nella sequenza di crescita dei cristalli di silicio CZ effettiva o standard sono i seguenti:
figura13.7mostra la parte terminale di un cristallo di silicio CZ cresciuto. Sebbene il mais-seme, che è la regione di transizione dal seme alla parte cilindrica, sia generalmente formato per essere piuttosto piatto per ragioni economiche, una forma più affusolata potrebbe essere desiderabile dal punto di vista della qualità dell'acrilico. La parte della spalla e le sue vicinanze non devono essere utilizzate per la fabbricazione del dispositivo perché questa parte è considerata una regione di transizione in molti sensi e presenta caratteristiche cristalline disomogenee a causa del brusco cambiamento nelle condizioni di crescita.


Influenza della posizione spaziale inaGrownCrystal
Come Fig.13.9illustra chiaramente, ogni porzione di cristallo aCZ viene coltivata in un momento diverso con condizioni di crescita diverse[13.19]. Pertanto, è importante capire che ogni porzione ha un diverso insieme di caratteristiche del cristallo e una diversa storia termica a causa della sua diversa posizione lungo la lunghezza del cristallo. Ad esempio, la porzione di estremità del seme ha una storia termica più lunga, che va dal punto di fusione di 1420 a circa 400∘C in apuller, mentre la porzione di coda ha una storia più breve e si raffredda piuttosto rapidamente dal punto di fusione. In definitiva, ogni wafer di silicio preparato da una porzione diversa di cristallo cresciuto potrebbe presentare diverse caratteristiche fisico-chimiche a seconda della sua posizione nel lingotto. In effetti, è stato riportato che il comportamento della precipitazione dell'ossigeno mostra la maggiore dipendenza dalla posizione, che, a sua volta, influenza la generazione di difetti di massa[13.20].
13.3.3Impurità nel silicio Czochralskiski
Impurità Disomogeneità
Segregazione
striature
Nella maggior parte dei processi di crescita dei cristalli, ci sono transitori nei parametri come la velocità di crescita microscopica istantanea e lo spessore dello strato limite di diffusione che provocano variazioni nel coefficiente di segregazione effettivokeff. Queste variazioni danno luogo a microscopiche disomogeneità compositive sotto forma distriatureparallelamente all'interfaccia cristallo-fuso. Le striature possono essere facilmente delineate con diverse tecniche, come l'incisione chimica preferenziale e la topografia a raggi X. figura13.10mostra le striature rivelate dall'attacco chimico nella parte della spalla della sezione trasversale longitudinale del cristallo di silicio aCZ. Si osserva chiaramente anche il graduale cambiamento nella forma dell'interfaccia di crescita.

Doping
Un'elevata diffusività o un'elevata pressione di vapore portano a una diffusione o vaporizzazione indesiderabile di droganti, il che si traduce in un funzionamento instabile del dispositivo e difficoltà nell'ottenere un controllo preciso della resistività. Una solubilità troppo piccola limita la resistività ottenibile. Oltre a questi criteri, devono essere considerate le proprietà chimiche (ad esempio la tossicità). Un'ulteriore considerazione dal punto di vista della crescita dei cristalli è che il drogante ha un coefficiente di segregazione prossimo all'unità in modo da rendere la resistività il più uniforme possibile dall'estremità del seme all'estremità della coda del lingotto di cristallo CZ. Di conseguenza, il fosforo (P) e il boro (B) sono rispettivamente i droganti donatori e accettori più comunemente usati per il silicio. Per n+silicio, in cui gli atomi donatori sono fortemente drogati, al posto del fosforo si usa solitamente l'antimonio (Sb) a causa della sua minore diffusività, nonostante il suo piccolo coefficiente di segregazione e l'elevata tensione di vapore, che portano a grandi variazioni di concentrazione sia in direzione assiale che le direzioni radiali.Ossigeno e carbonio
Come mostrato schematicamente nelle Figg.13.3gruppo musicale13.6, acquarzo (SiO2) Gli elementi riscaldanti del crogiolo e della grafite sono utilizzati nel metodo di crescita dei cristalli CZ-Si. La superficie del crogiolo che viene a contatto con il silicio fuso viene gradualmente dissolta a causa della reazione
13.4Nuovi metodi di crescita dei cristalli
I cristalli di silicio utilizzati per la fabbricazione di dispositivi microelettronici devono soddisfare una varietà di requisiti stabiliti dai produttori di dispositivi. Oltre ai requisiti per il siliciowafer, le seguenti richieste cristallografiche sono diventate più comuni a causa della produzione di dispositivi microelettronici ad alto rendimento e ad alte prestazioni:
È chiaro che i produttori di cristalli di silicio devono non solo soddisfare i requisiti di cui sopra, ma anche produrre quei cristalli in modo economico e con elevate rese produttive. Le principali preoccupazioni dei coltivatori di cristalli di silicio sono la perfezione cristallografica e la distribuzione assiale dei droganti nel silicio CZ. Per superare alcuni problemi con il metodo convenzionale di crescita dei cristalli CZ, sono stati sviluppati diversi nuovi metodi di crescita dei cristalli.13.4.1Czochralski Crescita con un campo magnetico applicato (MCZ)
13.4.2Metodo Czochralski continuo (CCZ)

13.4.3Metodo di crescita senza collo

Riferimenti